


螺纹旋切过程中的在线表面监测
IFW 研究项目旨在确定螺纹旋压过程中的表面质量。
螺纹旋压是一种广泛使用的螺纹生产工艺。本文介绍了一种在螺纹旋压过程中确定表面质量的方法。该工艺由汉诺威大学生产工程研究所和鲍诺曼风电技术有限公司在一个合作项目中共同开发。
螺杆驱动是真正意义上的经济驱动力。它们以各种形式应用于机床、车辆、起重和输送技术等领域。为确保其功能,螺杆传动装置的制造公差要求非常严格。除了符合几何公差要求外,确保表面具有明确的摩擦学特性也是高效使用螺旋传动装置的前提条件。
螺纹的几何形状对螺纹传动装置的应用范围有很大影响。例如,梯形螺纹用于移动重物,因为螺纹侧面较深,可以传递较大的力。如果载荷只在一个方向上较大,例如在螺旋压力机中,则使用锯形螺纹。梯形螺纹和锯形螺纹通常采用螺纹旋压工艺制造。这样做的原因一方面是批量通常较小,另一方面是由于该工艺具有良好的表面特性。
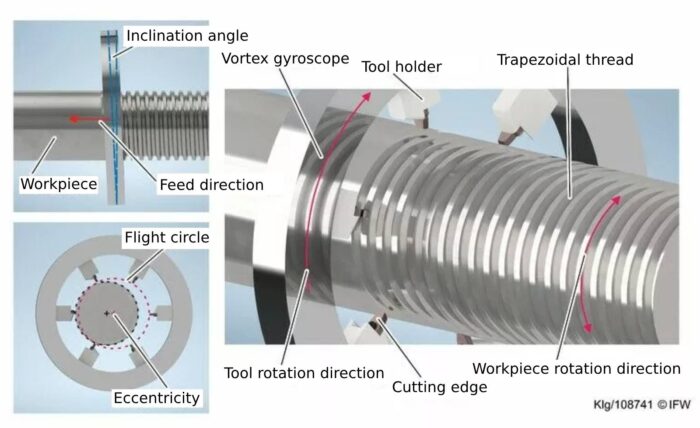
图 2 显示了旋切过程的运动学原理。在生产过程中,镟铣表面的质量主要取决于切削刃的磨损状态和位置精度。然而,目前还无法在加工过程中监控刀具磨损或表面。一方面,由于螺纹侧面的位置,很难接触到它,另一方面,在加工过程中,刀具和工件的旋转也使测量数据难以记录。
因此,目前只能根据工作人员的经验随机检查机器的表面质量。为了避免出现废品并确保螺杆传动装置的高质量,鲍诺曼风电技术有限公司与汉诺威莱布尼茨大学生产工程和机床研究所(IFW)联合开展了一个项目,目的是开发一套测量系统,用于对梯形螺纹的表面质量进行过程并行监控。
涡流法
要分析测量任务,首先必须考虑制造过程的运动学。在螺纹旋压过程中,螺纹表面由旋压陀螺仪和工件的联合运动产生(见图 2)。旋转陀螺仪上通常有三到八个切削刃,均匀地分布在圆周上,再现螺纹的轮廓。
除了生产过程中的运动学因素外,后续应用也会影响测量方法的选择。由于螺纹螺母和螺纹主轴之间的接触最好是在整个螺纹面上进行,因此有必要记录整个螺纹面,以便评估质量。
工件在加工过程中的旋转排除了表面检测测量范围较小的触觉方法和光学方法,因为要检测整个螺纹面,传感器还需要额外的移动。合适的测量方法必须能够在一次测量过程中检测到整个螺纹侧面。单色工业相机就是为此而设计的。
作为功能证明,用照相机记录了表面符合要求(OK)的螺纹和表面不符合要求(NOK)的螺纹。TR 65×7 梯形螺纹和 TR 80×10 梯形螺纹的表面图像如图 3 所示。由于表面性质不同,表面的反射行为也大相径庭。因此,图像的灰度值分布会随着表面质量的变化而变化。
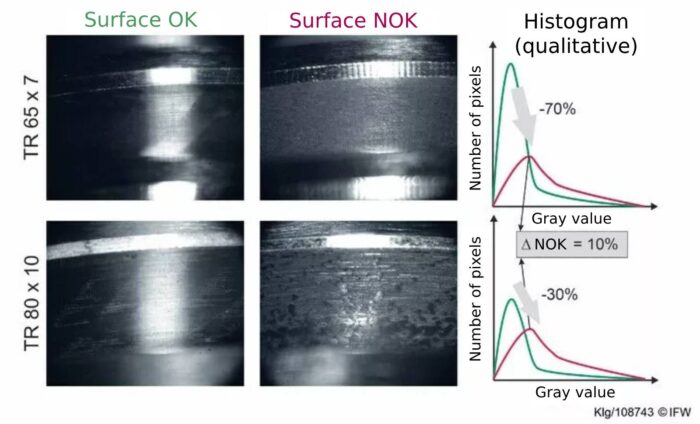
示意直方图显示,与表面为 i.O. 的螺纹相比,表面为 n.i.O. 的螺纹的最大值振幅明显减小。对于不同尺寸的螺纹,最大灰度值的变化也不同。因此,为了能够利用变化的反射行为进行表面监测,即使螺纹尺寸发生变化,也必须能够确定 O.O. 表面和 N.O.O. 表面之间的边界。
入学要求带来的挑战
在生产过程中应用图像处理技术,需要可靠、可重复地区分正负光学表面。为实现精确区分,有必要识别和分析图像采集过程中的影响变量。
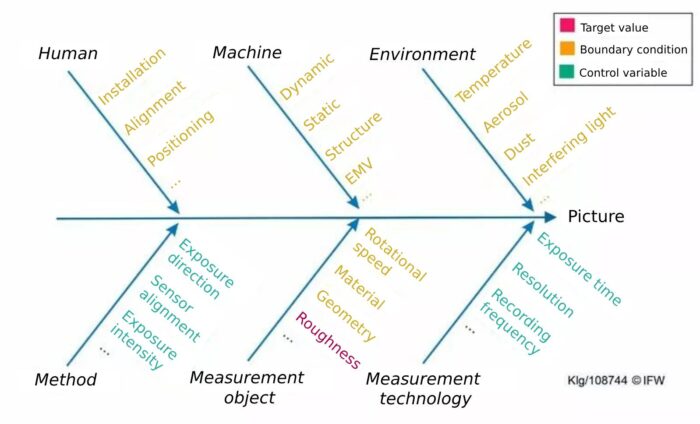
图 4 中的石川图显示了已确定的影响图像的变量。图像处理的目标变量(红色)是粗糙度。图像采集的控制变量(绿色)包括曝光时间和曝光方向。控制变量的设置必须确保在给定的边界条件(橙色)(如工件速度)下生成清晰的表面图像。对于控制变量无法补偿的边界条件,必须采取其他措施进行补偿,例如将相机封闭以防止污染。
在机床的测试装置中对确定的影响变量进行了分析,以便能够以尽可能可控的方式调整控制变量。目前正在利用记录的图像开发一种基于表面灰度值差异的图像处理算法。
展望
目前正在受控操纵变量调整的基础上开发一种针对该工艺进行优化的测量装置。该装置可确保算法在旋压过程中也能使用。展示的表面监测系统是螺纹旋压质量监测系统的一部分。下一步,介绍的系统和另一个记录螺纹几何参数的系统将在旋压机上投入使用。随后将开发一种质量监控算法,用于根据测量数据进行在线质量评估。确定的质量状况随后将用于为操作人员提供建议。
鸣谢
根据德国联邦议院的决定,作为中小企业中央创新计划 (ZIM) 的一部分,“搓丝机在线质量监控 – Quali-Wirb ”研究项目由德国联邦经济和气候保护部 (BMWK) 提供资金,并由德国工业研究协会联合会 “Otto von Guericke”(AiF)负责监督。IFW 及其合作伙伴 Bornemann Gewindetechnik GmbH & Co KG 对该项目的资金支持表示感谢。